【经典回顾】机械手冲压自动化前景看好
发布日期:2017-1-9
阅读次数:2085 次
近几年,中国汽车产业进入了飞速发展期,特别是刚刚过去的2009年,中国的汽车产销突破1300万辆,位居全球第一,中国形成了汽车制造与消费的庞大市场。各大汽车厂家都在不断地引进自动化生产线以扩大产能,作为生产汽车头道工序的冲压线则成为增产的首要考虑。本文对冲压机械手与机器人自动化线从布局、性能、成本、安全及满足新冲压工艺等方面进行综合对比,认为采用高速的机械手冲压自动化线已经成为发展趋势。
机器人与机械手
目前,冲压生产线中常用的两种自动化系统包括机器人自动化和机械手自动化,共有的特点是:压力机全线自动化系统由压力机线线头的自动拆垛/对中系统,零件传输系统,线尾零件传输系统等三个系统组成,拆垛过程有双料检测,线尾有左右交替分料来缓解装框的压力,根据不同的需要线头还可以增加清洗机,两种整线的自动化形式和功能都大致相同,均具备效率高、安全性好、质量高的特征。
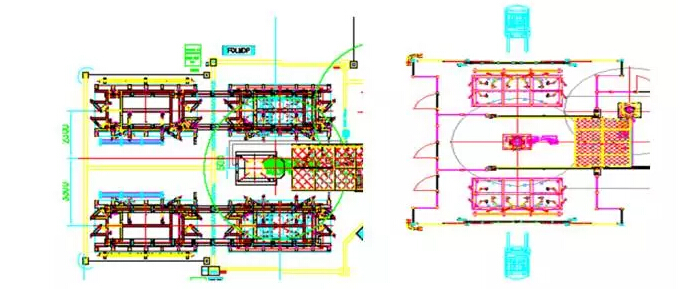
生产线布局
机器人自动化
一般最基本的全线机器人自动化系统设备包括板料输送小车(2台)、对中台(1张)、机器人(6台)、线尾零件传输机运线(2条),以及压力机(4台)等其他安全辅助设施(如安全栏、入口门控制盒、机器人上的端拾器、机器人PLC等)组成。当然,对中台的形式及线尾出料机构根据各个厂家的条件不同也有所不同。
⑴根据车间空间的大小,线头一般分为小车开出上料及固定小车上料两种,见图1a、b。小车开出一般为前后纵向开出形式,板料是纵向摆放。
(a)小车开出 (b)固定小车
图1 线头上料
⑵对中台一般可分为重力对中及拍打对中两种。拆垛机器人把板料放到对中台前会把板料旋转90℃,纵向转成横向。重力对中是板料在重力作用下滑向定位销,通过定位销定位一个板料角的零点坐标位置,通过选配方使机器人抓到板料的合适位置,见图2a。拍打对中是磁性皮带把板料送到滑轮上,通过惯性板料撞向挡块以实现前后方面的定位,然后再通过左右方向的拍打装置拍打,实现左右方向的对中,见图2b。

(a)重力对中 (b)拍打对中
图2 对中台
⑶线尾形式一般可分为皮带传送(零件平放在皮带上,线尾需要1台机器人)和钢管滑出形式(零件斜放在传送带上斜靠在钢管上滑出,此种形式线尾需要2台机器人),见图3a、b。两种形式都是通过左右输送皮带放板料缓解装框工人的压力。
(a)皮带传送 (b)钢管滑出
图3 线尾形
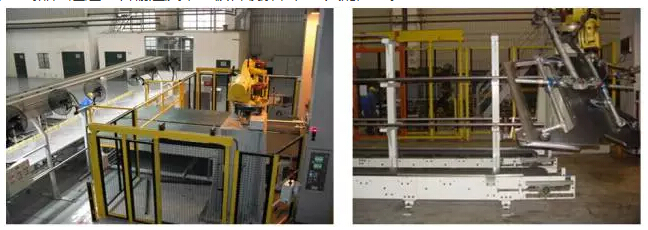
机械手自动化
目前国内运用比较多的是瑞士GUDEL的机械手自动化系统,系统设备与机器人系统大致相同,不同之处本文以上海通用五菱汽车股份有限公司青岛分公司冲压D线来说明。
⑴线头上料小车是开出上料形式。但与机器人形式不同,上料小车为横向开出,且板料是横向摆放的。
⑵对中台为磁力伺服电机对中。特别之处在于磁性皮带机传送板料经过扫描仪,将采集到的板料图像传送到计算机;计算机将该图像同预先设置的板料位置数值进行比较;板料扫描后由磁性皮带机送入对中台;板料对中通过侧移和旋转完成;对中台的旋转和侧移都是伺服电机驱动。
⑶线尾形式为皮带传送(零件平放在皮带上)比较有利于保护零件不被划伤。机械手系统的线尾把板料交替放到1#2#输送皮带上,方便工人有充分的时间装框。
两种自动化形式的差异
自由度
机器人具有左右方向的自由度,机械手没有。
生产能力的饱和度
⑴机器人每分钟生产9个零件时,v传送速度=100%v极限传递速度,a加速度=100%a极限加速度。由于机器人总是在极限状态下工作,所以造成零件的磨损和更换频繁。
⑵机械手在每分种生产12个零件时,v传送速度=70%v极限传递速度=210m/min,a加速度=35%a极限加速度=10.5m/s2 。其中,v极限传送速度=300m/min,a极限加速度=30m/s2。不饱和的速度使零件的寿命更长,运行风险大大降低。
动作的复杂度
⑴机器人为了传送零件,需要完成复杂的同零件传送方向相交叉的旋转运动,零件有甩出的风险。特别是在较大的零件高速运转时,端拾器晃动严重,速度不易提升。
⑵机械手没有同零件传送方向相交叉的旋转运动,不易甩出,更为安全。在较大零件高速运转时比较平稳,速度容易提升,简单牢固的线性机械系统意味着高的可靠性。
冲压新工艺的适用性
为满足冲压产能的需要同时节约成本,对于汽车主要冲压件而言。左右前翼子板、前门左右外板、前门左右内板、中门左右外板和中门左右内板都普遍采用一模双件的生产形式。对于一模双件生产中需要冲孔的零件,从拉深到冲孔的工序中,由于冲孔需要斜楔,所以在同一个模具中,两件的位置需要增大,这就要求自动化端拾器在搬运板件的同时把两个零件的中心距增加。
⑴对于机器人的端拾器,由于其运动复杂且轴强度有限,所以很不方便安装在搬运过程中把零件中心距分开的端拾器。即使使用特殊的端拾器,机器人安装端拾器也会造成主杆头部重,晃动更加严重,主杆断裂的频率大大增加。由于端拾器运动轨迹复杂及晃动大的原因,很难提高速度。

图4 机器人的端拾器
⑵对于机械手的端拾器,由于运动简单且轴强度高,方便增加使两个零件中心分开的机构。运动过程中平稳安全,容易提高速度。

华工机械、三合一送料机、伺服送料机、NC送料机、机械手、机器人、冲床送料机、偏摆送料机、整平机生产、分条机、材料架。联系号码:13925353867曾生,http://www.zshuagong.com/
新闻标签:机械手冲压自动化前景看好